



Устройство для повышения производительности дуговой сварки и наплавки


Устройство предназначено для совместной работы с российскими источниками питания (к примеру ВДУ 504 УЗ, ВС-300Б), которые имеют цену на порядок ниже в сравнении с зарубежными ИП и которые имеются на различных машиностроительных предприятиях в России, но уже не используются. Это снизит стоимость внедрения устройства.
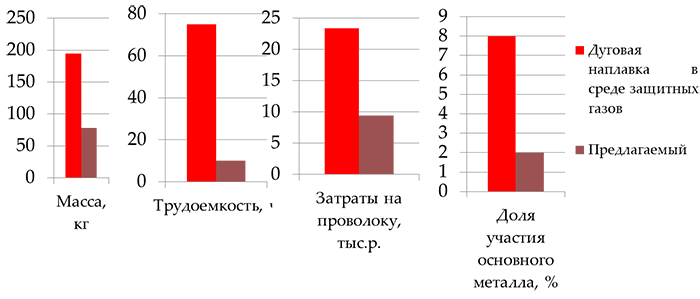
Производительность наплавки предложенного способа в 2 раза выше, чем у других способов дуговой наплавки при таких же энергозатратах.
Коэффициент наплавки предложенного устройства составит 40 г/А·ч, при других же дуговых способов наплавки коэффициент не превышает 20–40 г/А·ч.
При наплавке слоев со специальными свойствами доля участия основного металла в первом слое не превысит 15%, т.е. для получения чистого слоя необходимо наплавить 2 слоя.
У других дуговых способов наплавки доля участия основного металла достигает 60%, т.е. для получения чистого слоя необходимо наложить 5 слоев.
Также важнейшим преимуществом предлагаемого способа наплавки является снижение тепловложения в наплавляемую (свариваемую) деталь более чем на 30%. Это дает возможность осуществлять высокопроизводительную наплавку на тонколистовой металл, а также снижать возможность перегрева наплавляемых материалов. Все это приводит к снижению деформаций металлоконструкций, снижению выгорания легирующих элементов, улучшению микроструктуры и повышению эксплуатационных свойств наплавленных материалов по сравнению с традиционными способами наплавки.
Производительность наплавки предложенного способа в 2 раза выше, чем у других способов дуговой наплавки при таких же энергозатратах.
Коэффициент наплавки предложенного устройства составит 40 г/А·ч, при других же дуговых способов наплавки коэффициент не превышает 20–40 г/А·ч.
При наплавке слоев со специальными свойствами доля участия основного металла в первом слое не превысит 15%, т.е. для получения чистого слоя необходимо наплавить 2 слоя.
У других дуговых способов наплавки доля участия основного металла достигает 60%, т.е. для получения чистого слоя необходимо наложить 5 слоев.
Также важнейшим преимуществом предлагаемого способа наплавки является снижение тепловложения в наплавляемую (свариваемую) деталь более чем на 30%. Это дает возможность осуществлять высокопроизводительную наплавку на тонколистовой металл, а также снижать возможность перегрева наплавляемых материалов. Все это приводит к снижению деформаций металлоконструкций, снижению выгорания легирующих элементов, улучшению микроструктуры и повышению эксплуатационных свойств наплавленных материалов по сравнению с традиционными способами наплавки.